
10. díl - Jak a kde pomůže termovize při údržbě pohonů a motorů

Seriál Měření při údržbě pohonů a motorů pro časopis ELEKTRO - č. 11/2016.
Autor - ing. Jaroslav Smetana
V předchozích devíti pokračováních seriálu byly probrány situace ovlivňující provozní podmínky motorů a pohonů. Bylo řečeno, které parametry elektrické sítě ovlivňují pracovní schopnosti pohonů a motorů, jejich účinnost i životnost, jak a kde je měřit.
Je možné konstatovat, že všechny dříve popsané škodlivé jevy, nebo lépe odchylky od optimálního stavu, se určitým způsobem projevují krom jiného vždy i změnou teploty v místě jejich působení. Kontrolou teploty jednotlivých částí pohonu lze tedy identifikovat změnu, a tak i určit místo potřebného dalšího měření nebo určit místo vznikajícího problému.
Kontrolovat teplotu je možné v současnosti velmi pohodlně a efektivně využitím bezkontaktní metody kontroly stavu termokamerou.
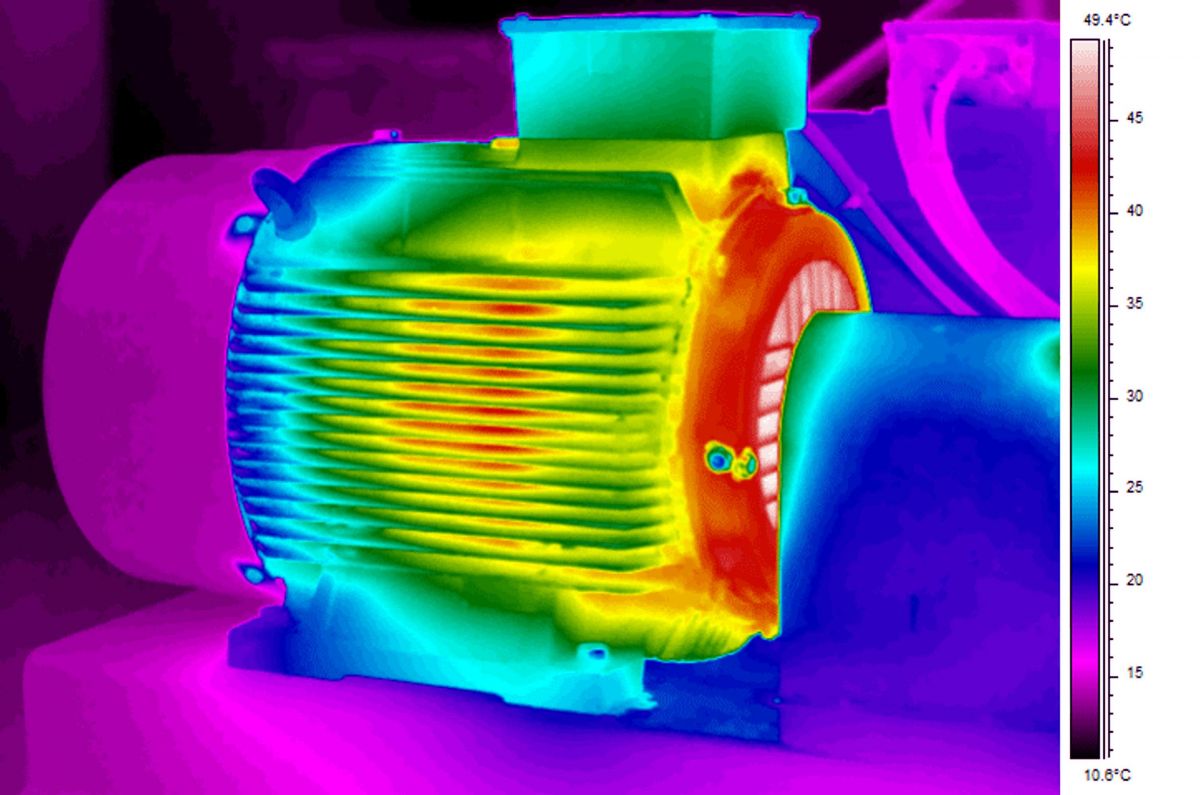 |
Obr. 1. Měření povrchové teploty pláště motoru
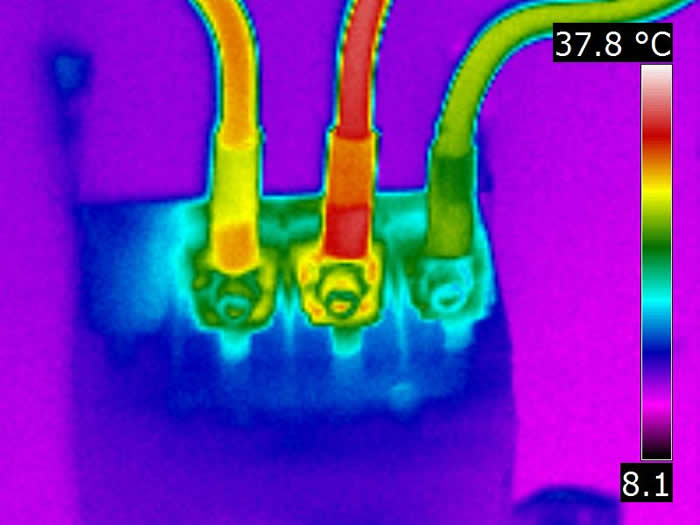 |
Obr. 2. Nestejná teplota na svorkovnici motoru
Využití termokamery ke kontrole stavu pohonu, stejně jako její využití v jiných oblastech, má několik podmínek, které je třeba splnit, aby tato práce byla k užitku. Nelze použít jakoukoliv kameru a spoléhat na to, že na displeji všech je vidět stejný barevný obraz. Sortiment termokamer na trhu je nyní velmi široký a vlastnosti jednotlivých modelů a typů se velmi odlišují. Proto při volbě vhodné kamery pro účel měření na pohonech není vůbec dobrý nápad jako hlavní kritérium vhodnosti používat cenu. Trh je i v tomto případě velmi konkurenční, a proto výrobci sami již dávno optimalizovali jednotlivé modely pro dané použití. Lze říci s velkou jistotou, že levná kamera, tedy kamera v ceně desítek tisíc korun, bude buď levným modelem renomovaného výrobce, naprosto nevhodným pro oblast měření v údržbě, nebo levnou kamerou, možná sice nesoucí logo významné značky, ale většinou z jiného oboru, než je termovize (a tudíž s velkou pravděpodobností vyráběnou i konstruovanou v Číně, popř. je kamera přímo produktem některého z mnoha čínských výrobců). Zde je velké riziko, že parametry takové kamery budou nevalné.
 |
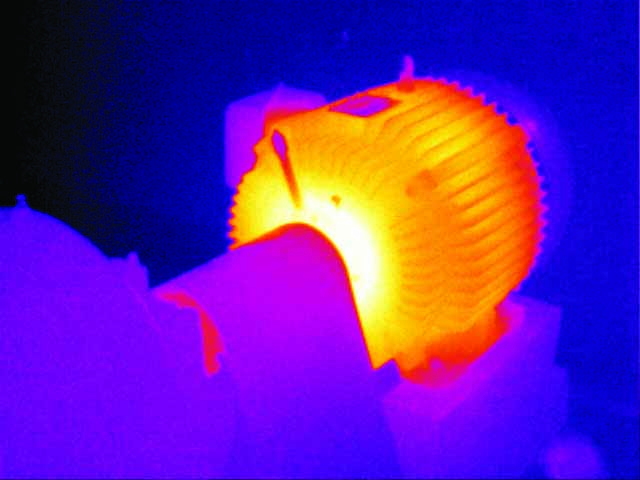
Obr. 3. Zvýšená teplota usměrňovacích prvků měniče
 |
Obr. 4. Kontrola ložisek motoru
Než si povíme něco málo o tom, které vlastnosti je dobré mít na paměti při volbě vhodné kamery pro údržbu pohonů, je třeba si říci něco o tom, jak kameru používat.
Určitě není vhodné postupovat jako v jedné nejmenované papírně, kde termografická měření zajišťovala konzultační firma, která prováděla inspekci rozváděčů instalovaných v celém závodě jednou za rok. Inspektor vždy nalezl horká místa, která bylo třeba opravit, a poté technici údržby papírny provedli opravu. Vždy byli nuceni znovu volat inspektory, aby ověřili každé místo po opravě. To znamenalo další náklady, což byl problém. Nevykonávání následné kontroly po opravě naopak vedlo ke zjištění, a to je ověřeno statisticky, že 40 % opravených míst vykazovalo nedostatky. Následná kontrola opravy termokamerou byla tedy nezbytná.
 |
Obr. 5. Měření rozsáhlého zařízení termokamerou
Papírna pracuje 24 hodin denně, 7 dní v týdnu a stejně jako většina výrobních závodů nepotřebuje nepředvídaná přerušení výroby. Nemít nepředvídaná přerušení výroby je přece důvodem existence údržby v závodě, nebo snad stále platí, že údržba je tu proto, aby hasila požáry? V moderních závodech je nyní zaváděna metoda prediktivní údržby (pro ty, kteří by se rádi dověděli něco o tom, co jsou základní principy této metody, doporučuji navštívit některý seminář společnosti Blue Panther). Proto bylo v uvedené papírně třeba prověřovat rozváděče častěji než jednou za rok, monitorovat další části závodu před opravou a po ní a založit východisko pro nová zařízení. Závod proto pořídil svoji vlastní termovizní kameru a dodavatelem kamery byl vyškolen pracovník mající na starosti spolehlivost výroby na úroveň termografisty.
Co se týče měření při údržbě pohonů, je použití termokamery základním nástrojem ověřování počínající změny na pohonu. Například nesymetrie napětí na motoru 1 % vyvolá až 9% nesymetrii proudu, tedy příslušná část vinutí motoru se ohřívá více než ostatní. Ohříváním vinutí motoru se zkracuje životnost izolace vinutí a dochází k poruše motoru. Různé ohřívání se projeví na povrchové teplotě pláště motoru (obr. 1). Nesymetrie odebíraného proudu se může projevit i nestejným ohříváním svorek motoru (obr. 2). Stejně však se může projevit i přechodový odpor na svorkovnici. Nesymetrie napájení měniče se může projevit až 15% nárůstem proudu v dané fázi napájející měniče. Tím se posune pracovní bod usměrňovacích prvků měniče a vzroste jejich teplota (obr. 3). Kontrolovat rozložení teploty je tedy vhodné na všech částech pohonu počínaje svorkami měniče, vnitřního meziobvodu, výstupních svorek měniče a konče svorkami motoru i ložiska motoru (obr. 4), popř. i hnané části. Změnu stavu teploty pohonu lze termokamerou sledovat i z větší vzdálenosti (obr. 5). Takovouto kontrolu, která se nazývá kvalitativní kontrolou a měla by být prvním krokem kontroly pohonu, kdy se neměří přesně teplota daného místa, ale prohlídka termokamerou slouží ke zjištění změny stavu v daném místě, nepostačuje provádět jedenkrát za rok. Interval jednoho roku je příliš dlouhý na změny, které nastávají na pohonech během jejich provozu. Protože díky dynamice provozu a neustálým změnám je výrobní technologie živým organismem, je třeba prohlídky termokamerou provádět na vybraných pohonech – tedy na těch, které ovlivňují spolehlivost výroby, alespoň jedenkrát za měsíc, u namáhaných pohonů i častěji. A je zapotřebí sledovat příslušné změny stavu, ukládat je a vyhodnocovat. U těch měření, kde je ze snímku jasný velký rozdíl teplot, jako např. na obr. 2, je třeba vyhodnotit skutečnou teplotu a posoudit, zda nepřekračuje povolené pracovní limity daného místa pohonu, např. maximální pracovní teploty vinutí motoru.
Zde je třeba připomenout, že termokamerou se měří vždy povrchová teplota a že vnitřní teplota vlastního vinutí motoru bude asi o 10 °C vyšší než teplota povrchu motoru. Dále zde do hry vstupuje i emisivita povrchu tělesa motoru. Je tedy třeba na kameře nastavit příslušný materiál nebo jeho emisivitu. Všechny termokamery vhodné pro použití v údržbě pohonů toto nabízejí. Dále je při měření teploty nutné dbát na správné zaostření na měřené místo. Nezaostřený snímek může mít chybu až 5 °C. Například kamery Fluke řady Ti300+, Ti401 PRO nebo Ti480 PRO (obr. 6) mají automatické ostření pomocí laserového měření vzdálenosti, a tak je možné zaostřit na potřebné místo i přesto, že se měří např. za plotem. Kamery s jiným způsoben zaostřování, např. podobným, které používají běžné fotokamery, toto nezvládnou a zaostří se na plot.
 |
Obr. 6. Kamera Fluke Ti480 PRO
Po takovémto vyhodnocení situace je třeba se ptát po příčinách takovéto změny teploty v daném místě a zkontrolovat elektrické poměry na svorkách pohonu měřením analyzátorem. Vyhodnotit nesymetrii napětí a proudu, přítomnost harmonických, zkontrolovat meziobvod osciloskopem, měřit na výstupu měniče osciloskopem či ověřit vlastnosti motoru. Pravidelnou kontrolou teplotního stavu pohonů lze zjistit jeho počínající možné selhání a pohon nebo motor včas nahradit bezvadným, pohon nebo motor s počínající závadou opravit s nižšími náklady, než kdyby byl provozován až do zničení.
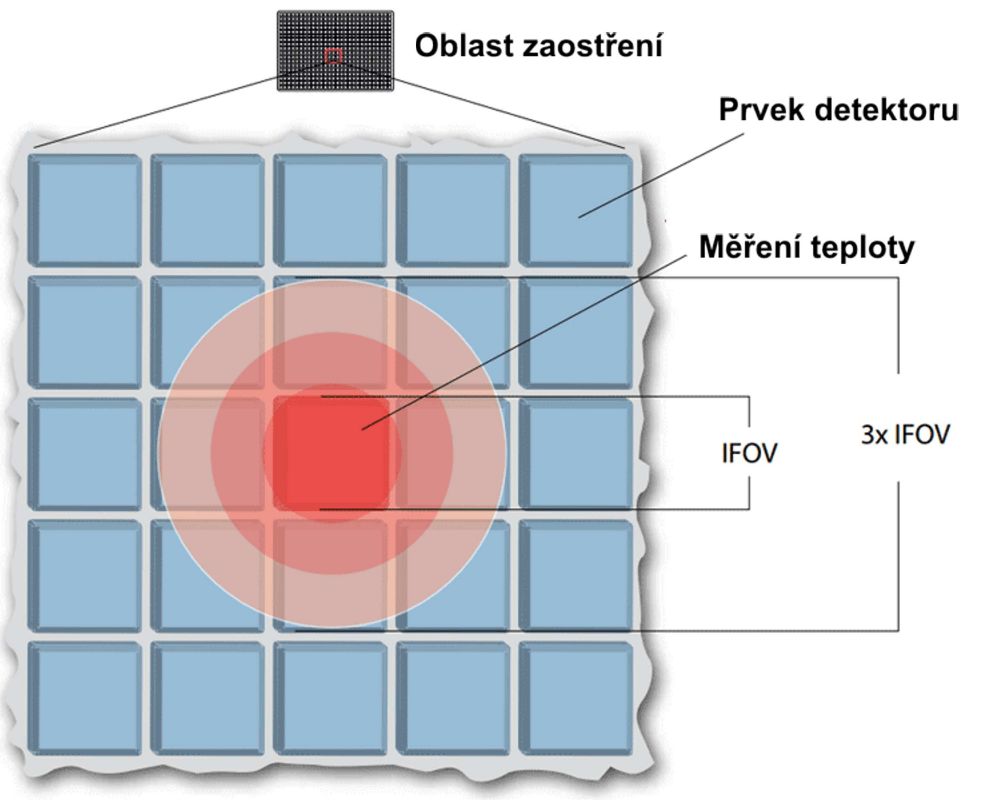 |
Obr. 7. Oblast vyhodnocení jednoho senzoru kamery
A teď krátce něco k volbě vhodné kamery, i když se může zdát, že všechny kamery jsou stejné, neboť na displeji je stejný barevný obraz. Důležité pro správné vyhodnocení měřené teploty je krom vhodné emisivity i rozlišení kamery a vzdálenost, ze které se měří. Jednoduše řečeno, čím dále je obsluha kamery od měřeného místa a kamera má menší rozlišení, tím větší plochu měřeného místa kamera vyhodnocuje. Na obr. 7 je patrná oblast vyhodnocení jednoho senzoru kamery. Jestliže se nejmenší bod, jehož teplotu je třeba změřit, promítne z měřené vzdálenosti dovnitř plochy senzoru, je měřena skutečná teplota tohoto bodu. Lépe je tento stav patrný na obr. 8. Parametru, který určuje tuto schopnost kamery, se říká IFOV a je většinou udáván v miliradiánech. Jednoduše řečeno, pro nejmenší dovolenou vzdálenost, ze které je možné měřit, se získává minimální potřebné rozlišení kamery. Tedy z jedné strany je omezen minimální počet měřicích prvků kamery bezpečností práce – minimální vzdáleností, kam až se lze k měřenému předmětu bezpečně přiblížit. V elektrotechnice je to obvykle 80 cm. A naproti tomu z jaké největší vzdálenosti přesně chce obsluha měřit teplotu, tedy jak velký bod z dané vzdálenosti se promítne na senzor. Pro měření v údržbě pohonů se touto úvahou dospěje k počtu bodů minimálně 240 × 180 a více.
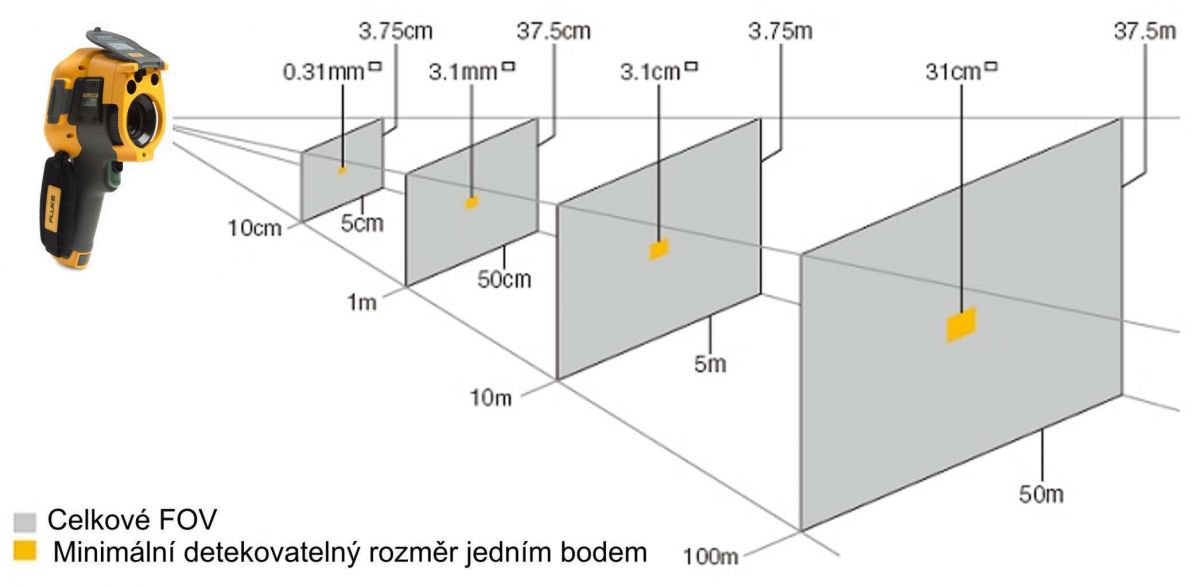 |
Obr. 8. Minimální detekovatelný rozměr
V posledním pokračování tohoto seriálu bude něco o volbě vhodného přístroje pro všechna měření na pohonech. Další podrobnosti o měření termokamerou i o možnosti získat certifikát se mohou zájemci dozvědět na některém školení pořádaném společností Blue Panther, s. r. o.
Dotaz na další podrobnosti
Položky označené hvězdičkou (*) jsou povinné.
*Vaše údaje zpracováváme na základě oprávněného zájmu, dle našich zásad o ochraně osobních údajů.
Váš dotaz bude odeslán naším specialistům. Brzo se Vám ozveme.
Ing. Jaroslav Smetana
Telefon: +420 241 762 724 - pracoviště Praha
Fotografie




